Spawanie wymaga przestrzegania procedur
Wybór systemu jakości zgodnie z normami serii EN ISO 3834
Spawanie jest procesem specjalnym pod tym względem, że efekt końcowy nie może być możliwy do zweryfikowania za pomocą badań. Jakość spoiny jest wytwarzana w produkcie, a nie kontrolowana. Oznacza to, że spawanie wymaga zazwyczaj ciągłej kontroli lub przestrzegania określonych procedur, albo obu tych elementów.
Norma ISO 3834 dotyczy wymagań jakościowych w spawalnictwie i została opracowana w celu określenia sposobu kontroli i procedur.
ISO 3834 nie jest normą dotyczącą systemu jakości, która ma zastąpić ISO 9001, ale użytecznym, dodatkowym narzędziem do stosowania. ISO 3834 może być stosowana niezależnie od ISO 9001.
ISO 3834 jest przeznaczona do spawania materiałów metalowych, a jej zastosowanie jest niezależne od produkowanych wyrobów. Zasady i wiele szczegółowych wymagań są również istotne dla innych procesów spawalniczych i pokrewnych, w tym dla zgrzewania oporowego i natryskiwania cieplnego.
Jednym z celów normy ISO 3834 jest zdefiniowanie wymagań w zakresie spawania, tak aby umawiające się strony nie musiały tego robić same.
Odniesienie do konkretnej części normy ISO 3834 powinno być wystarczające do wykazania możliwości producenta w zakresie kontroli czynności spawalniczych dla danego rodzaju wykonywanych prac.
Norma ISO 3834-1 podaje kryteria wyboru i stosowania ISO 3834 jako całości. Kolejne podpunkty identyfikują różne sposoby, dzięki którym producent może wybrać lub być zobowiązany do przyjęcia odpowiedniej części normy ISO 3834.
Jakie są normy produktowe, w których wymagana jest zgodność z ISO 3834?
EN 1090 (wszystkie części), Wykonanie konstrukcji stalowych i aluminiowych
EN 12732 Infrastruktura gazowa — Spawanie stalowych układów rurowych — Wymagania funkcjonalne
EN 12952 (wszystkie części), Kotły wodnorurowe i urządzenia pomocnicze
EN 13445 (wszystkie części), Nieogrzewane płomieniem zbiorniki ciśnieniowe
EN 15085 (wszystkie części), Kolejnictwo — Spawanie pojazdów szynowych i ich części składowych
Na zdjęciu: Walczak – element obiegowy kotła parowego
Skuteczność systemu kontroli spawania będzie w dużym stopniu zależeć od wkładu kierownictwa najwyższego szczebla i jego roli w monitorowaniu wyników oraz wdrażaniu działań w przypadku wykrycia słabości. Stosowanie przeglądu zarządzania i auditu wewnętrznego zapewnia zaangażowanie najwyższego kierownictwa w system kontroli spawania i umożliwia monitorowanie wyników oraz wprowadzanie środków mających na celu przezwyciężenie zidentyfikowanych braków. Rysunek 1 przedstawia podsumowanie krytycznych środków w systemie kontroli spawania, aby pomóc kierownictwu w dokonaniu przeglądu działania systemu kontroli spawania.
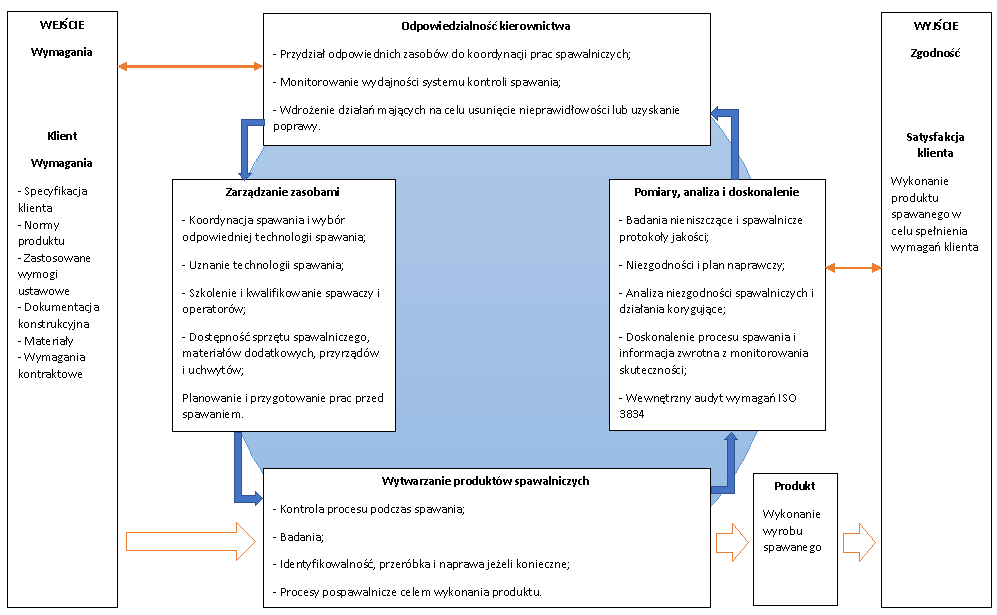
Rysunek 1: System kontroli procesu spawania
Jakie są kryteria przy wyborze odpowiedniego poziomu wymagań jakościowych?
ISO 3834 zawiera trzy poziomy wymagań jakościowych, które mogą być zawarte w normach dotyczących wyrobów, przepisach i umowach lub wybranych przez producenta. Wybrany poziom będzie zależeć od charakteru produkowanego wyrobu, warunków, w jakich będzie on użytkowany oraz asortymentu wyrobów, warunków jego użytkowania oraz asortymentu wytwarzanych produktów.
W ISO 3834-1 stwierdzono, że norma może być stosowana w różnych sytuacjach przemysłowych.
Określono następujące kryteria jako te, które mają zastosowanie przy wyborze najbardziej odpowiedniego poziomu:
a) zakres i znaczenie wyrobów krytycznych dla bezpieczeństwa;
b) złożoność produkcji;
c) zakres wytwarzanych produktów;
d) zakres stosowanych różnych materiałów;
e) zakres, w jakim mogą wystąpić problemy metalurgiczne;
f) zakres, w jakim niedoskonałości produkcyjne (np. niewspółosiowość, odkształcenie, niedoskonałości spoin) wpływają na wykonanie produktu.
Czym od siebie różnią się poziomy wymagań jakościowych – podstawowe i standardowe od pełnych?
Normy wyrobu, które wymagają zgodności z ISO 3834, podkreślają dwa krytyczne obszary w wyborze poziomu wymagań jakościowych:
- krytyczną dla bezpieczeństwa naturę wyrobów oraz
- znaczenie obciążeń dynamicznych w środowisku użytkowania wyrobu.
Ogólnie rzecz biorąc, standardowy poziom wymagań jakościowych powinien być odpowiedni dla szerokiego zakresu wyrobów posiadających normalny element krytyczny dla bezpieczeństwa i mogących podlegać obciążeniom dynamicznym.
Takie wyroby wytwarzane z materiałów konwencjonalnych, których spawalność jest znana, a środki ostrożności, które należy podjąć w celu zapewnienia parametrów mechanicznych i uniknięcia wad są dobrze udokumentowane.
Wyroby o bardzo ograniczonym elemencie bezpieczeństwa i które są poddawane jedynie umiarkowanym obciążeniom statycznym z niewielkimi elementami dynamicznymi, wymagają zwykle tylko podstawowego poziomu wymagań jakościowych.
Tam, gdzie występują znaczne czynniki bezpieczeństwa przy wysokich obciążeniach statycznych i dynamicznych, a materiały są zaprojektowane dla zastosowań o wysokich parametrach, odpowiedni byłby pełny poziom wymagań jakościowych.
Mogą jednak wystąpić sytuacje, w których z powodu innowacyjnego charakteru projektu lub zastosowanie nowatorskich procesów produkcyjnych, zamiast poziomu standardowego wybierany jest pełny poziom wymagań jakościowych.
Jakie są wymagania jakości w spawalnictwie?
Nie jest możliwe przypisanie określonych części normy ISO 3834 do poszczególnych rodzajów wyrobów. Wynika to z faktu, że w każdej grupie wyrobów mogą występować różne poziomy złożoności projektu, materiałów i procesów produkcyjnych.
Wybór tych poziomów zależy od wytycznych komitetów normalizacyjnych ds. wyrobów, lub tych, którzy kupują lub produkują poszczególne konstrukcje lub grupy konstrukcji.
Sekwencja działań związanych z wyborem wymagań jakościowych dotyczących spawania jest podsumowana schematem blokowym pokazanym na rysunku 2.
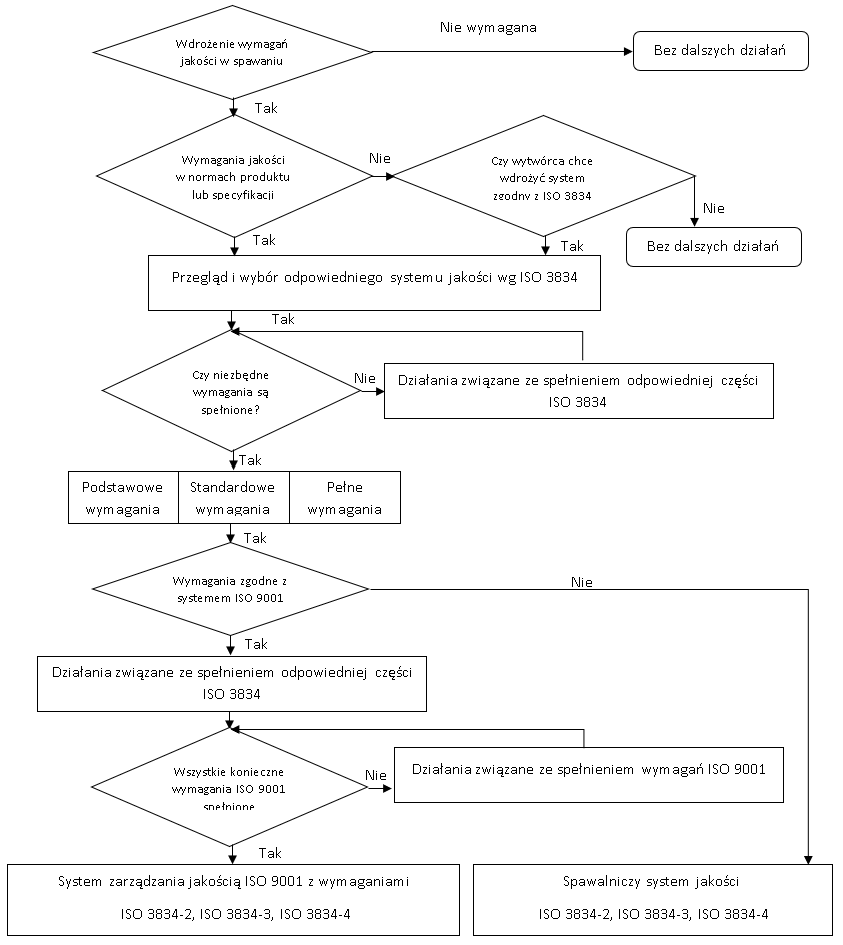
Rysunek 2: Wymagania jakości w spawalnictwie
Kiedy są potrzebne świadectwa kwalifikacji spawaczy?
Wielu producentów stosuje w swojej normalnej działalności procedury i instrukcje w produkcji, jak również dokumentuje kompetencje, zdolności i przydatności personelu. Dla takich producentów, ISO 3834 nie powinna wiązać się z dużymi zmianami lub kosztami. Jednakże, niektórzy producenci mogą wymagać bardziej znaczących działań, z powodu jednego lub więcej z następujących powodów:
a) Jeżeli wdrożenie ISO 3834 zbiega się z przejściem na krajowe lub międzynarodowe normy wyrobu, takie przejścia mogą wymagać nowych środków, których nie było wcześniej, takie jak świadectwa kwalifikacji spawaczy, uznania procedur spawalniczych oraz szkolenie lub zatrudnienie personelu koordynującego spawanie, tak aby zapewnić bazę wiedzy przy produkcji wyrobów.
b) Klienci mogą narzucić zgodność z wymaganiami ISO 3834 producentom, którzy wcześniej stosowali różne praktyki, odbiegające od wymagań normy.
c) Krajowe lub regionalne przepisy mogą wymagać zgodności z ISO 3834 od producentów w określonych sektorach przemysłowych, aby ich produkty mogły być dopuszczone do użytku w danym kraju lub regionie. Takie wymagania mogą wiązać się ze znacznymi zmianami w dotychczas stosowanych praktykach.
W przypadku gdy takie działania staną się konieczne, należy zauważyć, że ISO 3834 odzwierciedla dobre praktyki w produkcji wyrobów, w których spawanie jest ważnym procesem produkcyjnym. Zgodność z ISO 3834 daje pewność zarówno producentowi, jak i klientowi, że produkt zostanie wykonany prawidłowo i nie powinien ulec przedwczesnemu uszkodzeniu w okresie eksploatacji w wyniku wad produkcyjnych, pod warunkiem, że zostanie zastosowany odpowiedni program kontroli i konserwacji.
Autor: mgr inż. Leszek Kostkiewicz – Auditor i Trener współpracujący z jednostką certyfikującą Quality Austria Polska
Bibliografia:
1. Seria norm EN ISO 3834 – Quality requirements for Fusion welding of metallic materials – Parts 1 to 5.
2. ISO/TR 3834-6:2007 Quality requirements for fusion welding of metallic materials — Part 6: Guidelines on implementing ISO 3834.
Chcesz wiedzieć więcej o certyfikacji EN 15085? Porozmawiaj ze mną:
Zespół

Adam Krulisz
Kierownik Centrum Kompetencyjnego Raily Telefon:+48322266007 Komórka:+48575687600
Potrzebujesz dopasowanego do potrzeb warsztatu dla firmy? Skontaktuj się ze mną:
Zespół

Tomasz Kruk
Menadżer sprzedaży usług certyfikacyjnych i szkoleniowych Telefon:+48322266007 Komórka:+48575687300